
What Happened in Boeing’s Fuselage Blowout: The Five Points of Failure in Manufacturing
James White, VP of Strategy, Duro
In early January 2024, a school teacher named Bob Sauer noticed a shiny object in his backyard. He walked closer and found a large piece of an aircraft stuck in his trees. The plane was Alaska Airlines flight 1282, which had left Portland on Friday, January 5. The Boeing 737-9 MAX experienced a ‘Fuselage Blowout‘. Thankfully, no one was injured, and the pilot managed to land back at PDX safely.
The cause of the incident points to failures in Boeing’s supply chain, design, and quality control issues. However, what led to those failures is more severe and more challenging to fix: a culture of cost-cutting. This blog explores the following topics:
- The various points of failure in design and manufacturing.
- Which issues caused the blowout
- The risks in cost cutting
- How technology can be used to prevent quality and supply challenges
What really happened to the Boeing flight, and who was at fault?
According to a statement by Boeing CEO Dave Calhoun given to CNBC, a “quality escape” led to the fuselage blowout of the Alaska Airlines plane. The incident occurred at 16,000 feet, resulting in debris, such as cell phones, clothing, and a fuselage door plug, scattered across a residential area in West Portland. Fortunately, no one was injured in the incident.
Since the January 5th incident, Alaska has canceled all 737-9 MAX flights pending FAA guidance. If this sounds familiar, it’s because the 737 Max already had failures in service, with more catastrophic results, including these examples:
- On October 29, 2018, Lion Air Flight 610 crashed, killing all 189 passengers and crew.
- On March 10, 2019, Ethiopian Airlines Flight 302 crashed, killing all 157 passengers and crew.
What began as a single aircraft incident now appears to be a bigger issue as more details emerge. From design issues to supply complexities, there are a number of points of failure to evaluate.

Why design, assembly, suppliers and quality checks must come together
Designing for purpose
When designing a plane, it is crucial to ensure that the passengers are comfortable. One of the essential aspects of comfort is maintaining ground-level pressure inside the cabin. At an altitude of 35,000 feet, the air pressure outside the plane is significantly lower than at sea level, creating a pressure differential between the inside and outside of the cabin. Therefore, the plane must be airtight and pressurized.
The Door Plug, which came off the 737-9 MAX, was mounted outside the fuselage to cover an aperture. Four bolts plus rivets held the door plug in place.
If the door plug was designed differently, with the door larger than the fuselage aperture and assembled from the inside, a natural wedging action would result. The overlap of the door plug would create a contact patch around the perimeter, and cabin pressure would naturally force the contact patch tighter together. Instead, Alaska’s 737-9 MAX’s design relies on bolts and rivets to restrain the door against cabin pressure.
This raises the question of who designed the door plug? It could have been either Boeing or Spirit AeroSystems or else a collaborative effort.

Assembly and installation risks
Who assembled and installed the door plug on Alaska Airlines’ 737-9 MAX? Boeing or Spirit AeroSystems? And who were the technicians? To verify that the installation was done correctly, you need information regarding source material, authenticity certificates, documentation on installation procedures, and timelines.
The Seattle Times reported, “Bjorn Fehrm, an expert engineering analyst with aviation consulting firm Leeham.net, says the details of how the door plug is held in place make it likely that four critical bolts were either not secured with a nut or, more likely, he said, not installed at all — a startling possibility.”
This seems plausible, given that there wasn’t any damage to the hinges on either the door plug or fuselage. How could four nuts come undone simultaneously, and then four bolts become cleanly extracted, also simultaneously, without causing damage to the hinges?
Leading technology companies like Boeing have decades of experience using sophisticated systems to ensure all procedures are repeatable and traceable. In this case, those standards were likely not adhered to.

Traceability and the global supply network
Companies like Airbus and Boeing leverage a global supply chain for thousands of parts and modules. They also share many suppliers. Significant pieces for their planes are co-designed and built by specialized supply chain companies. Today, OEMs, like Boeing, play the role of systems integrator, bringing together all the different elements of the plane from various supply chain companies. However, Boeing is still responsible for getting this right.
Manufacturing companies use advanced software solutions like Product Lifecycle Management (PLM) to manage collaboration with the global supplier network and enforce governance standards such as quality, change management and full traceability. Issues arise when changes occur, and suppliers are switched in or out without consultation or awareness by the OEM.
The Boeing and Spirit AeroSystems contract stipulates requirements and acceptance criteria, but how Spirit AeroSystems achieves that is primarily their business, meaning Boeing doesn’t always have complete visibility into supply decisions.
The impact of failed quality checks
Quality Management Systems (QMS) and Corrective and Preventive Action (CAPA) frameworks prevent quality issues when used correctly. The systems, alongside PLM software, track the lifecycle of a part from requirements to physical production and installation. But as with all systems of record, they’re not effective without accurate, timely data.
Necessary data for a quality inspection would include serial numbers, part numbers, and date of manufacture to ensure the manufactured part conforms to Boeing’s requirements. Other essential information to collect includes:
- Were staff qualified to do the inspection?
- Was the plant’s inspection equipment certified and calibrated within the stipulated date range requirements?
- Did staff follow procedures and sign off on the quality forms?
Information about downstream stages and events must also be tracked. Examples include:
- Was storage managed according to regulations?
- Were the correct packaging conditions met, for example, a custom-made crate per door plug?
- Were the four bolts installed and the locking nuts torqued to the correct setting?
In the case of the door plug, something failed. Exactly what hasn’t been determined, but suspicions strongly indicate the installation procedures weren’t followed.
Prioritizing savings over safety
When Boeing and McDonnell Douglas merged in 1997, the two companies had very different products, cultures, and management styles. However, according to publicly available insights from former Boeing employees, the McDonnell Douglas culture prevailed, resulting in a pattern of cost-cutting.
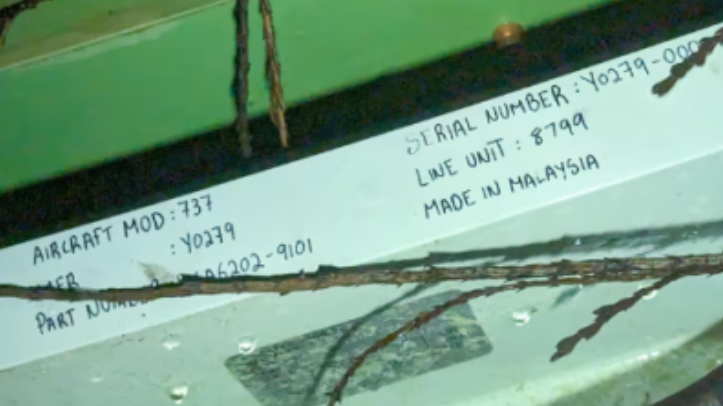
One example of cost cutting was Spirit AeroSystems outsourcing the manufacture of the door plug to their plant in Malaysia. According to the USA International Trade Administration, Malaysian manufacturers are unable to produce the technologically advanced equipment required for aircraft engineering and rely on imported products. This wouldn’t matter if Spirit AeroSystems maintained identical standards in their Malaysian plant as in their plant in Wichita, Kansas.
A former Boeing employee said, “I was at Boeing for 31 years. I witnessed their growing obsession with cost-cutting, and believe that it had to play a part in these incidents. Pushing out higher paid (ie: skilled) employees, subbing out design and build activities to lower cost (and less accountable) suppliers, and heavy-handed oversight by cost-driven executives has an unavoidable impact on product quality.”
Furthermore, the part identification information found on the inside of the door plug at the bottom of Bob Sauer’s garden was handwritten in black marker pen. Marker pen notation is vulnerable to human error, can be modified easily after production, and is inconsistent with FAA quality standards. For these reasons, it’s not typically used in the aerospace industry.
The problem with quick cost cutting methods
Primary cost driver reduction is the fastest and easiest method to cut costs because it doesn’t require any investment or change in strategy. Instead, it typically involves reducing headcount or finding cheaper alternatives for existing materials or suppliers. Common examples include:
- People: Reducing the direct labor force, incentivizing existing employees to produce more with less, reducing employee development or using contractors instead of full-time employees with benefits.
- Suppliers: Renegotiating contracts, sending labor-intensive tasks to cheaper suppliers, often offshore or working with non-regulated suppliers that have lower operational costs.
- Materials: Consolidating specifications and SKUs, giving more volume buying power to fewer suppliers, choosing cheaper parts, less rigorous inspection processes (which risks fake parts entering the supply chain), or sourcing cheaper materials from alternate suppliers.
- Maintenance: Refurbishing or repurposing parts rather than buying new, skipping steps in regular maintenance procedures or reducing the number of inspections or critical maintenance.
- Capital equipment: Extending the production life of machinery, tooling, and equipment, buying cheaper equipment rather than premium brands or outsourcing to another manufacturer to eliminate the need for equipment.
Instead of introducing potential failure points through these quick cost saving methods, companies must adopt innovative solutions that drive long-term savings and enhance process efficiency and quality.
Achieving sustainable cost reductions with technology
Leading manufacturers continuously invest in technology to reduce costs. It is a longer process than focusing directly on primary cost drivers but usually achieves sustainable cost reductions in the long run. Additionally, it helps build a competitive barrier because the investment in technology can’t be copied by a competitor.
Product Lifecycle Management
PLM platforms ensure the end-to-end management of parts to provide a complete digital record of the as-built part and product. Additionally PLM manages:
- Design Baselines: By using Configuration Management, baseline designs are created. They represent the basis for all other related designs. New designs are therefore variants of the base rather than physical copies, facilitating rapid change management, traceability, part substitutions, and a simplified product portfolio due to fewer SKUs to manage.
- Part Identification: The PLM system assigns a unique identifier to each component. That way, parts can be traced throughout their lifecycle. Managing Part Identification entirely by digital systems in conjunction with machine-readable QR codes and secure data plates installed on the physical part ensures accuracy and traceability. This information can include: serial numbers, data of manufacture, material identification, barcodes or RFID tags.
- Records Management: Having a platform from which to manage records of people’s work tasks would have caught the error before it ever happened. In the case of Alaska Airlines flight 1282, and suspicions that the door plug’s four bolts were not installed, properly implemented PLM would have captured every event involving the bolts.
Upgrading materials
Manufacturers can shift their focus towards using lighter, stronger, and more versatile materials and better joining methods. For instance, carbon fiber and synthetic composites outperform traditional metals regarding strength-to-weight ratios. Additionally, using adhesive resins instead of rivets and bolts can eliminate the need for drilling and riveting, simplifying assembly processes. This can reduce labor costs and production time while improving quality and performance.
Master Data Management (MDM)
Organizations should implement a system that acts as the master source of truth for all information, including product, pricing, distribution, packaging by country, distribution channel, and product literature. This could be managed in a PLM system. However, MDM must be agnostic to any departmental system of record. Instead, it aggregates product information from all departments and systems, to create a central and accessible system.
What will happen next with Boeing?
What’s known is that Alaska Airlines 737-9 MAX had a fuselage door plug blow out on January 5, 2024. The door plug was made in Malaysia and had critical part identification information handwritten in permanent marker. Another company assembled the finished door plug.
Investigations are still ongoing, but as of early February 2024:
- Boeing is responsible. Despite Boeing being an iconic company that arguably created the commercial aviation industry, its reputation has been tarnished due to a series of disasters since 2018. Boeing accepted the final product and installed it in the plane.
- Various reports state that Boeing’s best practices in engineering excellence have changed to focus on cost-cutting, likely by targeting primary cost drivers rather than investing in technology.
- Boeing likely has system-to-system connections to Spirit AeroSystems as well as strict contractual management. However, it’s less likely that this extends to Spirit AeroSystems’ subsidiaries and suppliers. It’s not plausible for Boeing, or any other OEM, to maintain full visibility and control throughout the entire supply chain.
- Calls for stricter governance of Boeing are becoming louder. Whether FAA intervention is enough to restore trust and repair Boeing’s culture is unclear. Boeing may regain the mantle of the iconic brand it once was. Then, CEO Dave Calhoun will not have to admit to another failure caused by a “quality escape.”
Duro’s recommendations for manufacturers
By investing in strategic technologies, people, rather than being replaced, become empowered to do more with confidence and pride resulting in:
- Closing digital gaps between systems to create continuous digital workstreams, ensuring processes run faster and are repeatable.
- Eliminating manual data entry and therefore the risk of human error.
- Eliminating rework loops and emergencies.
- Making data silos accessible and information actionable.
1. Find best-in-class cloud solutions to ensure efficiency and traceability
Leading manufacturers rely on customized enterprise solutions, such as PLM, to lower costs while improving quality, repeatability, efficiency, and traceability. However, lightweight, best-in-class cloud solutions are a better fit for smaller subsidiaries and supply chain manufacturers. They’re easier to learn and are fit-for-purpose out-of-the-box. They don’t need much IT management to keep running securely either, so they have a much lower total cost of ownership.
2. Minimize human dependencies in mission-critical roles
Aerospace organizations should minimize human dependencies in favor of systems. For example, using machine-readable serial numbered data plates and QR codes instead of handwritten notes. Plus, straightforward methods of documentation and communication with no room for ambiguity.
In the case of Alaska Airlines flight 1282, it appears that the bolts were correctly installed, but later removed to address issues with the door plug. Systems recorded the bolt’s initial installation, but not the temporary removal. Informal conversations in a chat tool reveal discussions about needing to remove the door plug (and therefore the four bolts), but no formal system of record captured the removal, or reinstallation, of the bolts. Humans acted outside of the official systems. If the informal conversations from the chat tool were connected to the master PLM solution, or if the master PLM solution was easy to use and offered informal chat, the quality team may have caught the failure to reinstall the bolts.
3. Connect all stages of production
Integrating a best-of-breed SaaS tech stack, including PLM, MES, ERP, QMS, and Analytics, will give smaller, mission-critical manufacturers the productivity they need while still connecting to the OEM’s backbone solution. Cloud solutions connect all stages of production irrespective of location, including suppliers. This forms a closed-loop digital thread and a basis to keep the product’s digital and physical twins in sync.
4. Nurture people with ongoing development efforts.
Software tools must empower employees to do more and better work, not just impose rules. If people believe in the company’s business, culture improves, and they’ll work diligently. Modern technologies such as cloud PLM throughout the supply chain, will help with realizing smarter cost reductions without compromising quality.