Process Shifts and Drifts
Now that we know how to get a visual on our data (Histogram Post), we can consider lot-to-lot variation of our parameters to see how Shifts and Drifts affect the ability of our part to meet specifications over a long production run, and some things to watch for when optimizing our manufacturing processes.
In volume production of hardware components, it is common to run a considerable quantity of parts, or “lot”, in a single manufacturing process setup. Often with a new product, one or more “lead lots” will be produced in order to verify the production setup is correct and/or dial in process parameters. Examples of process parameters that can be optimized for shift trend quality control are:
(a) Temperature, Pressure, Injection Time and Hold Time for plastic injection molding
(b) Feeds, Speeds and Offsets for parts machined on a lathe
The hardware engineer should always be looking for characteristics of the process that will cause lot-to-lot variation due to Shifts and Drifts to assess whether the process will continue to produce parts that meet specification requirements.
Duro is an award-winning cloud-native Product Lifecycle Management platform for agile and distributed hardware teams.
Schedule a demo to see how Duro can help your team.
Process Shift Sources
Process shifts can occur naturally. A very common source is the initial setup of the manufacturing line which has to take place each time a new lot is produced. Because this setup process is manual, it introduces variance, which leads to process shifts, as well as shift and trend in quality control. As an example, consider an initial lead lot of 100 parts with an upper specification limit of 9.0. We know from experience that the mean of the parts produced is highly sensitive to the initial setup. Our inspection of the parts gives us a histogram as in Figure 1.
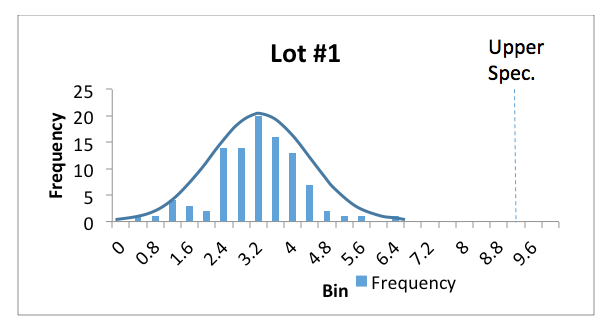
Figure 1: Process measurements for Lot #1
As you can see, the process looks like it is in control and capable of producing parts well within the specification limit. Very good for this lot of parts, but are we done? No. Since the process mean is sensitive to the initial setup, we need to look at parts from multiple lots to determine how much lot-to-lot variation to expect.
The next time we run another 100 parts there will be a new setup, for which we get the data results shown in Figure 2.
Now we see that between the first and second lots, the mean of the first lot is about 3.0, and the mean of the second lot is about 6.1, resulting in a shift of 3.1. This is an indicator that there has been a Process Shift. We notice that we aren’t as capable to produce parts that are within specification since the whole distribution has shifted toward the upper limit. Looking closer, we see a small percentage of units in this lot actually exceed the Upper specification limit and will get rejected.
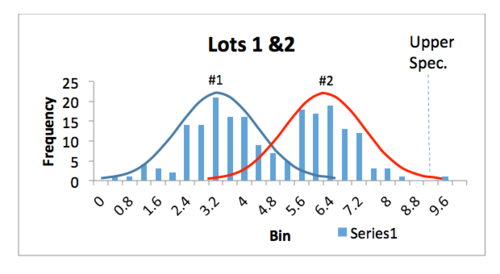
Figure 2: Process measurements for Lot #2
Given these results on the first two lots, it is wise to take a closer look at the setup procedures in order to reduce the lot-to-lot mean shift, and run another lead lot to confirm. A third lot results in the data in figure 3.
Now our mean has shifted back to about approximately 4.5 and the process appears capable again, as the mean has shifted away from the upper limit and the variation has remained constant. Notice that the combined histogram across all 3 lots is starting to look like a normal distribution, with larger variation than the individual lots.
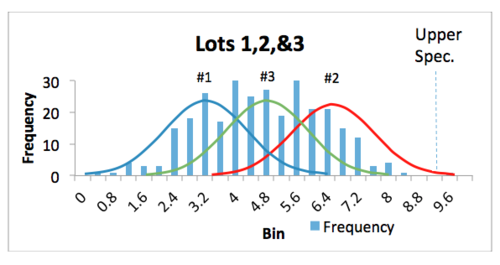
Figure 3: Process measurements for Lot #3
To illustrate the effect of process shifts on the high volume production capability, consider that each 100 piece lot will have some shift in the mean with each new machine setup. A process with the lot-to-lot variation of the first three lots above will likely have a total variation over a multi-lot production run something like Figure 4.
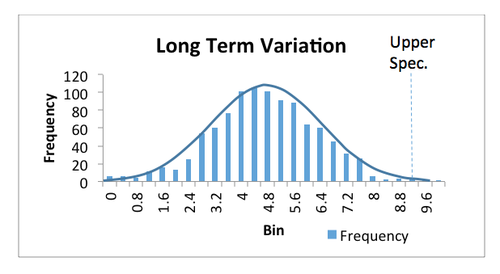
Figure 4: Aggregated Process measurements for multiple Lots
Notice that the data still are normally distributed. The process shifts for each lot, when considered over multiple lots, result in more variation over the production run. This is also a good indication of a process that is “three sigma capable”, meaning that the difference between the upper specification limit and the mean of the data is approximately three standard deviations.
With the fastest onboarding time and out-of-the-box third-party integrations, Duro empowers engineers to get to production at the lowest cost and highest efficiency.
Schedule a demo to see how Duro can help your team.
DRIFTS
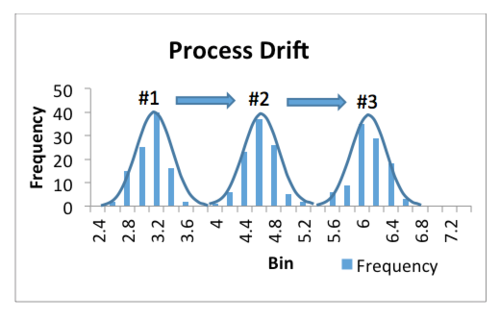
Another common type of short-term to long-term data variation is due to drift. The difference between a process shift as illustrated above and a process drift is that drift trends toward shifting in one direction over time. The signs are often subtle and sometimes get hidden behind other, larger scale sources of variation. However, they can be significant and catch the hardware engineer by surprise in volume production. Common sources of drift can be (a) Mold wear in plastic injection molding, (b) machine tool wear in lathe turning, and (c) die wear in punching and forming processes. A histogram showing data for a process that has significant drift is shown in figure 5.
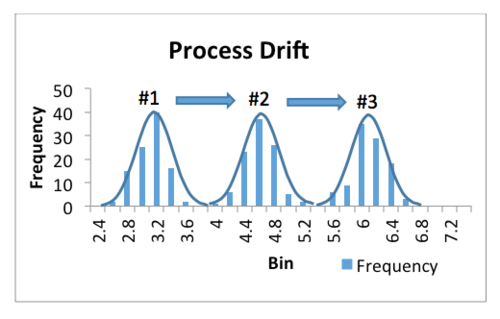
Figure 5. Process Drift
As you can see, the process has a shift in the same direction in subsequent lots. It should also be pointed out that it is important to preserve the order of data, so that a time based shift can be determined. If the order of data is lost, then you cannot determine whether a shift is responsible for the variation. The plot in figure 5 shows a very pronounced drift to illustrate the point, actual drifts can be more subtle and therefore easy to miss.
If the order of the data is preserved, there is a nifty trick to help distinguish between a shift and a drift. When calculating variance, normally you would compute the difference between each data point and the mean of the sample.
First calculate your variance this way.
Next, calculate the variance again, except this time take the difference between each data point and the subsequent data point in the sample.
If there is a significant difference between the results of the two calculations, and the second one is smaller than the first, then there is very likely an effect caused by the order that the data was taken. In other words, a drift.
In summary, keeping an eye out for process drifts and shifts, understanding their causes and designing robustness into the product to tolerate long term data variation can save you from surprises down the road in volume production.