Smart Prototyping: Turning Your Idea into a Real Product
DFx for Electrical Engineering
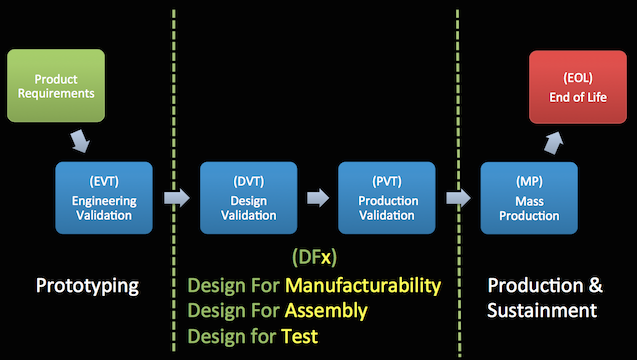
I had the honor of presenting to a sold out audience on a topic that is important to me: DFx solutions for Electrical Engineering. In my talk I started by outlining the various stages of a product’s lifecycle. But, the focus of the presentation was on the middle phase, or the “meat” of product development – crossing the chasm from prototype to full production.
The discrete stages of a hardware product lifecycle
There are a lot of steps required to get a product ready for production after a prototype has been developed – and it’s crucial that adequate DFX technology guidelines are implemented to help guarantee smart prototyping for a successful product launch.
What is DFX? In short, it is a term used to capture the multiple facets of making design decisions for someone or something else. Design For X. Where “X” is one of the following:
Design for Manufacturability – Designing a component with electrical engineering solutions so that it can be manufactured or fabricated in an efficient and cost effective manner.
Design for Assembly – Designing an assemblage feature so that multiple components can be assembled together in a reliable and cost effective manner.
Design for Testing – Incorporating features to make it simple and efficient to test the functionality of a product in a timely and cost effective manner.
Mature engineers and product developers recognize that it takes a village to go from prototype to product. There are multiple stages to DFx engineering and manufacturing and no one person can do them all, nor become experts in each stage. But, once someone becomes educated enough on the basics of what steps are required in another stage of the product manufacturing ecosystem, then they can show empathy for the persons performing those tasks, and they themselves can make better decisions to ensure the success of others.
This is what DFX is about. Making good design decisions so someone else (or thing) can do their job better. And the best way to make these decisions is to understand what tasks others will have to do when they receive the output of your work.
DFx applies to all disciplines, not just electrical engineering, but to keep the talk succinct I focused only on DFx engineering for Printed Circuit Board Assemblies (PCBAs). Because electrical circuits can have 10’s to 1000’s of individual components assembled in very small and potentially complex networks of conductive traces, they inherently are complicated assemblies with the potential to incur very subtle defects.
What can go wrong with assembling PCBAs? The list is not short, but for brevity I’m highlighting the most common:
-
Insufficient or too much solder application resulting in electrical opens or shorts, respectively
-
Poor soldering causing “cold solder joints” which in turn result in temporal electrical connections or joints which fatigue over time from prolonged use and exposure to various environments
-
Counterfeit or damaged components which are not caught before being assembled
-
Valid parts incorrectly assembled into the product
One can implement as many design decisions as they want to prevent these potential issues, but the only way to know if the choices are making an impact is to actually measure it. For manufacturing, that metric is called yield.
Yield is a percentage of how many individual units in a production batch have passed all milestones and tests of the total batch size. Because of the potential complexity of products, and in my opinion PCBAs are the most complex, there is no guarantee that you will have 100% yield. But, through smart prototyping and good implementation of DFx engineering guidelines you can certainly increase your chances to get as close as possible.
The primary metric to use is called First Pass Yield (FPY). This is the only way to compare apples-to-apples. Conceptually, an individual product which fails a test could be reworked once or several times until it finally passes the test. Since this is too variable, the safest metric to use is how many units pass on their first test attempt, without any need for reworking; hence the term: First Pass Yield.
The goal is to achieve 97% FPY or better.
Next we’ll discuss how to achieve this by applying practical steps of DFX principles in your PCBA design.
As previously discussed, there are many steps required to get a product ready for volume manufacturing. Just because you may have a functionally working prototype, it doesn’t mean your implementation can be manufactured effectively, or even at all. Don’t be surprised if someone tells you it will take 6 to 12 months to get your functional prototype ready for mass production! In this article I will outline some valuable DFX principles that will help you reduce that time to get a product ready for production and reach your goal of a high First Pass Yields (FPY) greater than 97%.
VARIANCE IS NOT YOUR FRIEND
The key to successful prototype product development is to remove the variance from your design as much as possible. Variance is the enemy in volume manufacturing, as it leads to more variables, higher risks, and thus lower yields. Any process that is repeated over and over will inherently have some variance each time it is executed. This is called Normal (or Gaussian) distribution.
Humans are inherently Normal (pun intended). So, the first step to improving yield and manufacturing a prototype is to remove the variance (i.e. human) and allow for as much automation as possible in the manufacturing, assembling, and testing of your products.
SMD AND THD PARTS
Starting with your part selection, it’s crucial to understand for PCBAs there are two main categories of electrical components. What differentiates them is the means by which they are assembled to the circuit board:
Surface Mount Devices (SMD) – Components which are solder assembled to the outer surfaces (top and bottom) of a Printed Circuit Board (PCB)
Thru Hole Devices (THD) – Components which have pins that penetrate through the PCB and are soldered on the opposite side
Many electrical components are available in both technologies, as they each have their specific purposes – but the Surface Mount Technology (SMT) used to assemble SMDs is a much more automated process with drastically higher efficiencies and lower costs than Thru Hole assembly technologies.
Michael Corr Presenting at LACI
So, the first DFX rule for PCBAs is to select Surface Mount packages, exclusively. However, in practice it’s not uncommon to still have some small percentage of Thru Hole components for various reasons, but you should strive to keep this under 10% of the total component count.
SHOW A LITTLE EMPATHY
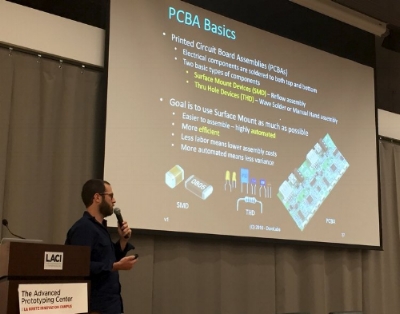
As mentioned in the previous post, a valuable asset of great engineers is their comprehension of the processes used in other stages of the manufacturing ecosystem. For PCBA SMT, the reflow oven is the lynch pin and understanding how it works will drastically improve your design skills.
A Typical Reflow Oven Heating Pattern
In short, a reflow oven has a conveyor belt along with multiple heating elements set at different temperatures to create a specific thermal pattern. As the PCBA travels past these heat sources, the solder will transform from its original paste-like state to a liquid state and then to its final solid state to hold all the components in place. If the heating elements in the reflow oven are not tuned to the specific thermal profile of your PCBA, it will introduce the risk of components receiving too much or too little heat, which results in a low yield due to poor, or “cold”, solder joints.
Even if the thermal pattern is correct, there are still only so many dials and knobs a technician can tune on a reflow oven. So, the majority of DFX efforts should be spent on the component selection and layout of the PCBA, itself. Here are some simple guidelines to help improve your PCBA layout:
-
As noted earlier, select a surface mount package for as many components as possible in your circuit. This allows for the highly automated and less variant processes associated with mounting and assembling these parts
-
All items have mass, which when combined with the material type result in a specific required amount of applied heat in order for the item to reach the necessary temperatures for the solder to do its job. So, keeping this in mind, it’s imperative to select components and create a layout on your PCB that generates a more uniform thermal profile, so all elements can easily reach their required temperatures. Try to select components of similar mass and volume and place them evenly across your PCB.
-
Leaving sufficient space between parts on the PCB is important for multiple reasons.
-
It allows pins to have greater access to the heat source, ensuring more robust solder joints
-
It reduces risk of a solder short-circuiting between parts
-
It allows easier access for test probes
-
DESIGNING FOR TEST
Remember, the only way to know if the design decisions you make for DFM and DFA are effective is to measure them. Thus, we must also implement good DFT (Design For Test) practices. This means it’s just as important to make the test and measurement stages as simple, efficient, and cost effective as possible, as the other DFX stages.

Technician running an automated “bed-of-nails” FCT Station
Testing is no different than assembly when it comes to the use of automation. Relying on people to setup and take test measurements is risky, horribly time inefficient, and expensive. Therefore, each manufacturing line needs one or more automated Functional Circuit Test (FCT) stages. This is the equipment that will test that each instance of your PCBA is assembled correctly and each function is working to its specification. The results of these tests contribute to the final First Pass Yield metric.
A simple step to Design for Testing on your PCBA is to add explicit test points to facilitate the measurement of key signals and outputs of your circuit. All of these test points are to be located as close as possible to their associated source and placed exclusively on the bottom side of your PCBA. A corresponding custom test fixture, often referred to as a “bed-of-nails” is used to hold the PCBA under test in place. An array of electrically conductive pogo pins mounted in the test fixture make contact to the PCBA at the exact locations of the test points. These pogo pins are connected to the appropriate automated test equipment to make and record all of the test measurements. Software packages are used to customize and execute these tests, again removing the human element

Pogo Pins for an FCT “bed-of-nails” fixture
GET OUT OF YOUR BUBBLE
If there’s one thing to take away from this article is to ensure you never design a product in a bubble. It’s imperative that you talk to your manufacturer early about your design and the best ways for them to assemble and test it.
Remember, the fundamental philosophy of DFX is you are making design decisions to help someone else do their job better.
That someone else more often than not is your Contract Manufacturer. So, while there are plenty of DFX guidelines published for you to start with on your own, your CM reserves the right to tune those guidelines to better match their specific processes and equipment capabilities. Therefore, the earlier you incorporate their DFX feedback into your design, the faster you will be able to get ready for production with a greatly reduced risk and a very high yield.